
Focus on HDPE PE/EVOH based COEX bottle having drop test failure, Specially in Agrichemical / Pesticide bottles : For reference PA (Polyamide) Material from BASF taken and truly incorporated with new mold design :-
Focusing on PE-HD/Recycled/Tie/PA/ EVOH multi-layer blown molding only. Polyamide here provides good resistance to various chemicals therefore this multi-layer structure is widely used for agro-chemicals e.g. liquid pesticides which contain organic solvents.
[Determination of a “good pinch-off” or a “bad pinch-off” result]
A good pinch-off should to create a welding line which is rather smooth on the outside and forms a flat elevated line or a low bead inside, not a groove.

Extrusion blow molded parts often fail at the parison pinch-off seam of the mold parting line. Common forms of part failure at the pinch-off are cracking from impact, fatigue failure from flexing, or chemical stress cracking. Once the mode of failure is identified, the appropriate processing changes or pinch-off design modifications can be selected to optimize part performance and appearance.
Part failure along the parting line is related to material processing conditions, mold design, or a combination of these factors. Developing the optimal material shape inside the part at the pinch-off is a key to build parting-line integrity.
Selection of polymers

• Ultramid B40L and C40L/C40LX are recommended for multi-layer blow molding containers or bottles, C40L and C40LX provide better dart impact strength therefore suitable for finished product volume bigger than 500ml, while B40L is usually used for no more than 500ml bottles.
• Various tie materials are available in market, but to match low MI and high viscosity PA, strongly suggest to select low MI (no higher than 2.0) MAH-grafted LLDPE based tie material.
• Lower MI HDPE (higher molecular weight) definitely increases the impact strength but anyway its melt viscosity needs to match with polyamide under processing temperature. For example a MI-0.25 is just well matched to Ultramid C40L(X).
Parameters optimization
• Typical temperature profile for Ultramid B40L and C40L(X): 230C/250C/250C for extruder and 195-200C for the die, too low melt temperature of polyamide may cause melt fracture, poor thickness distribution and “bad” grooved pinch-up Weld line.
Mold design
Because of the comparatively high pressure and mechanical stress extered on the mold bottom when (in the closing step) it pinches one end of the parison together, the pinch-off in a nonferrous metal mold is frequently an insert made of hard, tough steel. The effect on the blown part always shows in the so-called weld line.
The pinch-off section does not cut off the excess parison tail. Its protruding edges cut nearly through, creating an airtight closure by pinching the parison along a straight line which makes it easy later to break off or otherwise remove the excess tail piece. A high quality pinch-off of a thick-walled parison is more difficult to obtain than that of a thin-walled parison. However, much depends on the construction of the pinch-off insert.

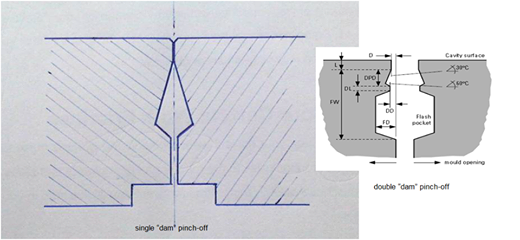
The pinch-off should not be knife-edged, but, according to some molders, should be formed by lands about 0.1-0.5mm long. The total angle outward from the pinch-off should be acute, up to 15 degree. These two features combine to create a high quality welding line. A groove, which weakens the bottom along the seam, may be formed when these two features of the pinch-off are missing.
One method of obtaining more uniform weld lines is to build “dams” into the mold halves at the parison pin-off areas. These dams force some of the molten resin back into the mold cavities to produce strong, even weld lines.
Focusing on PE-HD/Recycled/Tie/PA/ EVOH multi-layer blown molding only. Polyamide here provides good resistance to various chemicals therefore this multi-layer structure is widely used for agro-chemicals e.g. liquid pesticides which contain organic solvents.
[Determination of a “good pinch-off” or a “bad pinch-off” result]
A good pinch-off should to create a welding line which is rather smooth on the outside and forms a flat elevated line or a low bead inside, not a groove.

Extrusion blow molded parts often fail at the parison pinch-off seam of the mold parting line. Common forms of part failure at the pinch-off are cracking from impact, fatigue failure from flexing, or chemical stress cracking. Once the mode of failure is identified, the appropriate processing changes or pinch-off design modifications can be selected to optimize part performance and appearance.
Part failure along the parting line is related to material processing conditions, mold design, or a combination of these factors. Developing the optimal material shape inside the part at the pinch-off is a key to build parting-line integrity.
Selection of polymers

• Ultramid B40L and C40L/C40LX are recommended for multi-layer blow molding containers or bottles, C40L and C40LX provide better dart impact strength therefore suitable for finished product volume bigger than 500ml, while B40L is usually used for no more than 500ml bottles.
• Various tie materials are available in market, but to match low MI and high viscosity PA, strongly suggest to select low MI (no higher than 2.0) MAH-grafted LLDPE based tie material.
• Lower MI HDPE (higher molecular weight) definitely increases the impact strength but anyway its melt viscosity needs to match with polyamide under processing temperature. For example a MI-0.25 is just well matched to Ultramid C40L(X).
Parameters optimization
• Typical temperature profile for Ultramid B40L and C40L(X): 230C/250C/250C for extruder and 195-200C for the die, too low melt temperature of polyamide may cause melt fracture, poor thickness distribution and “bad” grooved pinch-up Weld line.
Mold design
Because of the comparatively high pressure and mechanical stress extered on the mold bottom when (in the closing step) it pinches one end of the parison together, the pinch-off in a nonferrous metal mold is frequently an insert made of hard, tough steel. The effect on the blown part always shows in the so-called weld line.
The pinch-off section does not cut off the excess parison tail. Its protruding edges cut nearly through, creating an airtight closure by pinching the parison along a straight line which makes it easy later to break off or otherwise remove the excess tail piece. A high quality pinch-off of a thick-walled parison is more difficult to obtain than that of a thin-walled parison. However, much depends on the construction of the pinch-off insert.
The pinch-off should not be knife-edged, but, according to some molders, should be formed by lands about 0.1-0.5mm long. The total angle outward from the pinch-off should be acute, up to 15 degree. These two features combine to create a high quality welding line. A groove, which weakens the bottom along the seam, may be formed when these two features of the pinch-off are missing.
One method of obtaining more uniform weld lines is to build “dams” into the mold halves at the parison pin-off areas. These dams force some of the molten resin back into the mold cavities to produce strong, even weld lines.
Thanks for your sharing Improve Pinch-off result of multi-layer blow molding
ReplyDeleteI read your post and I really appreciate your experience. I will get good knowledge from there as well.
ReplyDeleteplastic injection molding china
Great article, I hope that you will going to post another one.
ReplyDeleteplastic molding company
plastic mold china
This comment has been removed by the author.
ReplyDeleteDamn informative!! Thanks for sharing such an informative post about molding technology. Though I am using Monroe Mold from the past three years for all my Blow Mold Tooling needs and their products are awesome. Looking for others to share their experience. Thanks!!
ReplyDeleteI would highly recommend Le_ meridian funding services to any person in need financial help and they will keep you on top of high directories for any further needs. Once again I commend yourself and your staff for extraordinary service and customer service, as this is a great asset to your company and a pleasant experience to customers such as myself. Wishing you all the best for the future.Le meridian funding service is best way to get an easy loan,here is there email..lfdsloans@lemeridianfds.com / lfdsloans@outlook.com Or talk to Mr Benjamin On WhatsApp Via_+1-989-394-3740 Thank You for helping me with loan once again in my sincerely heart I'm forever grateful.
ReplyDeleteAwesome Blog! its very interestingly and informative in reading. This is really a great Stuff for sharing. Keep it up. Thanks for sharing.
ReplyDeleteDart Impact Tester
Hi
ReplyDeleteWe are a professional turnkey projects management company. We supply plastic machinery, Plastics blow moulding and injection moulding and blow moulding difference etc.
ReplyDeleteThanks for sharing the best information. I am really enjoying reading your well written articles. blow mold vs injection mold
ReplyDeleteNice post. We specialize in trading and exporting various grades of ferrous, non-ferrous metal, plastic and paper scrap, at Ivory Phar Inc, we are leading PET bottle Scrap Supplier. This PET plastic bottle scrap boasts remarkable flexibility and durability, lending itself perfectly to an array of applications including packaging materials and disposable gloves.
ReplyDeleteWhen strength and rigidity are required, thicker ABS sheets become an ideal option. Many industries choose the 4mm abs sheet for applications that demand higher impact resistance and structural support. It is widely used in enclosures, panels, and formed components, offering durability, easy processing, and excellent surface aesthetics across various environments.
ReplyDeleteA HDPE bottle blow moulding machine supplier in India specializes in manufacturing advanced machines for producing PET bottles with high speed, precision, and energy efficiency. These machines are widely used for manufacturing water bottles, beverage bottles, oil containers, pharmaceutical bottles, and cosmetic packaging. Fully automatic PET bottle blow moulding machines offer features like automatic operation, low maintenance, consistent bottle quality, and high production capacity for packaging industries.
ReplyDeleteReally valuable content. Thanks for sharing PET Bottle Manufacturing Machine
ReplyDeleteGreat post! You explained the topic clearly and effectively Extrusion Blow Moulding Machine
ReplyDelete